
Страницу Назад
Поискать другие аналоги этой работы
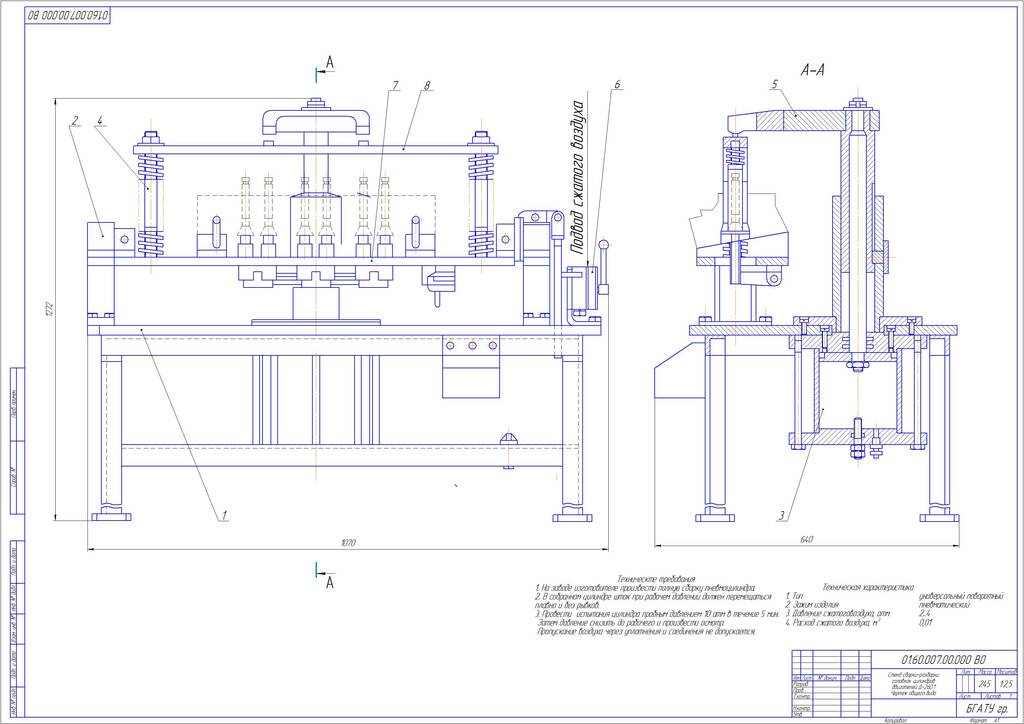









Совершенствование организации и технологии ремонтно-обслуживающих работ ОАО «Дворищанский» Жлобинского района с разработкой технологии ремонта головки блока цилиндров двигателя Д-260.1 и модернизацией стенда для разборки и сборки головки блока цилиндровID: 210668Дата закачки: 20 Мая 2020 Продавец: Shloma (Напишите, если есть вопросы) Посмотреть другие работы этого продавца Тип работы: Диплом и связанное с ним Форматы файлов: КОМПАС, Microsoft Word Описание: Дипломный проект В дипломном проекте разработаны технология восстановления головки блока цилиндров двигателя Д-260, проведен анализ состояния охраны труда, разработаны мероприятия по обеспечению в отделении восстановления головки блока цилиндров пожарной безопасности, выполнены экономические расчеты эффективности проектных решений. Выполненные проектные решения при использовании в производственных условиях, позволят улучшить условия труда, повысить качество ремонтных работ в соответствии с требованиями центров фирменного технического сервиса. СОДЕРЖАНИЕ ВВЕДЕНИЕ…………… 1 ОБОСНОВАНИЕ ТЕМЫ И ЗАДАЧИ ПРОЕКТА… Анализ исследований по развитию и совершенствованию технического сервиса в АПК … 1.2 Общая характеристика и анализ производственно-хозяйственной деятельности ОАО «Дворищанский»…… 1.3 Состав и численность машинно-тракторного парка хозяйства, показатели машиноиспользования …. 1.4 Выводы и задачи проекта … 2 СОВЕРШЕНСТВОВАНИЕ ОРГАНИЗАЦИИ ПРОИЗВОДСТВЕННОЙ ДЕЯТЕЛЬНОСТИ ОАО «ДВОРИЩАНСКИЙ»…… 2.1 Обоснование производственной программы… 3 ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА РЕМОНТА ГОЛОВ-КИ БЛОКА ЦИЛИНДРОВ ДВИГАТЕЛЯ Д-260.1…… 3.1 Порядок сдачи в ремонт и очистка головки блока цилиндров … 3.1.1 Порядок сдачи в ремонт 3.1.2 Наружная очистка головки блока цилиндров… 3.2 Проектирование технологического процесса разборки головки блока цилиндров…… 3.3 Дефектация и комплектование…… 3.4 Восстановление деталей… 3.5 Технологический процесс сборки 4 ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ВОССТАНОВЛЕНИЯ ГОЛОВКИ БЛОКА ЦИЛИНДРОВ 4.1 Анализ конструкции и дефектов 4.2 Обоснование способов устранения дефектов 4.3 Обоснование схем базирования …….. 4.4 Технологический маршрут восстановления 4.5 Обоснование оснащения рабочих мест и технологических норм времени 5 КОНСТРУКТОРСКАЯ РАЗРАБОТКА. МОДЕРНИЗАЦИЯ СТЕНДА ДЛЯ РАЗБОРКИ-СБОРКИ ГОЛОВКИ БЛОКА ЦИЛИНДРОВ 5.1 Актуальность и анализ прототипов… 5.2 Устройство и работа 5.3 Технические расчеты 6 ПРОЕКТИРОВАНИЕ УЧАСТКА РЕМОНТА ГОЛОВКИ БЛОКА ЦИЛИНДРОВ …… 6.1 Определение площади участка … 6.2 Расчет потребности в энергоресурсах 6.3 Проектирование элементов производственной эстетики…… 7. ТЕХНОЛОГИЧЕСКИЙ РАСЧЕТ РЕМОНТНОЙ МАСТЕРСКОЙ В СОСТАВЕ ОАО «ДВОРИЩАСКИЙ»………. 8 ОХРАНА ТРУДА … 8.1 Требования безопасности при выполнении ремонта головок блока цилиндров двигателей Д-260.1… 8.2 Обеспечение санитарно-гигиенических условий при выполнении технологического процесса ремонта головок блока цилиндров двигателя Д-260.1…… 8.3 Оценка пожарной опасности ОАО «Дворищанский» с целью повышения его устойчивости в чрезвычайных ситуациях техногенного характера… 8.4 Определение категории опасности деятельности ОАО «Дворищанский» 9 ТЕХНИКО-ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ ПРОЕКТА…… 9.1 Инвестиции………. 9.2 Расчет себестоимости продукции…… 9.3 Определение отпускных цен на ГБЦ…… 9.4 Оценка эффективности инвестиций…… 9.5 Расчет критических объемов производства на предприятии……………. 9.6 Технико-экономические показатели проекта…… ЗАКЛЮЧЕНИЕ…… ЛИТЕРАТУРА……………… ПРИЛОЖЕНИЯ 4 ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ВОССТАНОВЛЕНИЯ ГОЛОВКИ БЛОКА ЦИЛИНДРОВ 4.1 Анализ конструкции и дефектов В дипломном проекте разрабатывается технология ремонта головки блока цилиндров тракторного двигателя Д-260. Данный агрегат является ответственной деталью двигателя, устанавливаемого на тракторах производства МТЗ, машинах Амкадор. Головка блока цилиндров является корпусной деталью и предназначен для крепления и монтажа на нем всех основных деталей газораспределительного механизма двигателя. Работает головка в тяжелых условиях, подвергается частым перепадам температур и как следствие высока вероятность появления трещин и др. ГБЦ Д-260 изготавливается из серого чугуна СЧ 18 литьем в песчано-глинистые формы, поэтому конфигурация наружного контура и внутренних поверхностей не вызывает значительных трудностей при получении заготовки. Все элементы детали определяются конструктивными соображениями и поэтому изменить их не предоставляется возможным. Так как деталь в узле подвергается средней нагрузке и работает в тяжелых условиях износа, то использование материала АЛ 4 для изготовления крышки, со сменными направляющими втулками и седлами клапанов, является целесообразным. При обработке ГБЦ на всех операциях выполняется принцип совмещения технологических и измерительных баз, что исключает возникновение погрешности базирования. Все размеры, допуски и шероховатости поверхностей обеспечиваются выбранными методами обработки. Конструкция ГБЦ допускает применение высокопроизводительных режимов резания с использованием инструмента, оснащенного многогранными твердосплавными пластинами, что способствует снижению трудоемкости обработки, имеет хорошие базовые поверхности для первоначальных операций. Точность поверхностей не превышает 6 квалитета, это можно достичь с использованием станков нормальной точности. Шероховатость составляет в среднем Ra=1,6-12,5 мкм, что может быть достигнуто стандартным лезвийным инструментом на станках нормальной точности. Конструкция детали позволяет на отдельных операциях непосредственно контролировать выдерживаемые размеры. Боковые наружные поверхности ГБЦ не подвергаются механической обработке. Обрабатываются поверхности прилегания с двух сторон. На всех операциях механической обработки обеспечивается свободный доступ инструмента. Деталь обладает достаточной жесткостью. В качестве технологических баз заготовки целесообразно использовать обработанные поверхности прилегания ГБЦ к блоку и крышке, а также внутренние поверхности, что предусмотрено при обработке. К нетехнологичным элементам детали относятся резьбовые отверстия. Механизм газораспределения предназначен для впуска в цилиндры воздуха и выпуска отработавших газов. Открытие и закрытие впускных и выпускных клапанов происходит в строго определённых положениях по отношению к верхней и нижней мёртвым точкам, которые соответствуют углам поворота шейки коленчатого вала, указанным в диаграмме фаз газораспределения. На двига¬теле установлен верхнеклапанный механизм газораспределения с нижним расположением распределительного вала. Кулачки распределительного вала в определенной последовательности приводят в дей¬ствие толкатели. Штанги сообщают качательное движение коромыслам, которые, преодолевая сопротивление пружин, открывают клапаны. Закрываются клапаны под действием силы сжатых пружин. Крутящий момент на распределительный вал передается от коленчатого вала через шестерни привода агрегатов. Как показывает опыт, основными причинами выхода из строя головки цилиндров и клапанного механизма являются неправильная регулировка и недостаточное техническое обслуживание. Нарушение порядка затягивания болтов головки цилиндров приводит к деформации клапанов, или к залипания форсунок, что является причиной перебоев в работе двигателя. Деформация клапанов обусловлена тем, что головка клапана неравномерно прилегает к седлу, одна сторона входит в соприкосновение с седлом раньше чем другая и охлаждается быстрее. Поэтому, сила прижатия клапана с одной стороны больше чем с другой. Горячие газы проходят через неплотно прилегающую часть клапана, и из-за теплового расширения клапана клапан приоткроется еще больше. Эта цепочка событий приводит к выходу клапана из строя. Развитие трещин между отверстием под клапан и форсункой часто обусловлено перегревом или чрезмерным попаданием топлива, частыми остановками перегретого двигателя, ухудшением качества охлаждающей жидкости. Кроме того, трещины в этом месте возникают из-за частого пользования эфиром для пуска двигателя. Повреждение головки цилиндров, показанное на рисунке 4.1 является результатом попадания в камеру сгорания материала от поврежденного седла клапана, обломки поршня или поршневого кольца. Рисунок 2.1 - Повреждение головки цилиндров в результате попадания в камеру сгорания материала от поврежденного седла клапана, обломки поршня или поршневого кольца Причины повреждения клапанов и седел Причинами усиленного износа фаски клапана и седла являются несоответствие норме усилия пружины клапана, увеличение зазоров в клапанах против нормы, длительная работа дизеля на больших оборотах или частый перегрев дизеля. Если такой дефект обнаруживается только на впускных клапанах и их седлах, то причиной его является попадание грязи с всасывающим воздухом. Искривление клапана обусловлено неправильной установкой седла, интенсивным образованием нагара и смолистых отложений, недостаточным охлаждением, засорением воздушного тракта, частым перегрузкам двигателя, выходом из строя турбокомпрессора, уменьшение зазоров в клапанах, потерей упругости пружин клапанов. Зольные отложения белого цвета, или нагар обычно обусловлены остатками сгоревшего масла. Масло могло попасть через поломанный поршень, изношенные маслосъемные кольца, через трещины в гильзе цилиндра или из-за повышенного уровня масла в двигателе. Масло также попадает через увеличенные зазоры между коромыслом и втулкой или изношенные направляющие втулки клапана. У клапана, показанного на рисунке 4.2 повреждена фаска и наблюдается отложения нагара на галтели. Рисунок 4.2 – Клапан с поврежденной фаской Причинами этих дефектов являются неправильная регулировка клапанов, неполным сгоранием топлива, засорением выпускных патрубков, длительная работа на холостом ходу при низкой температуре, редкая замена масла и масляного фильтра, загрязнение масла. Разрушение клапана на рисунке 4.3 может быть обусловлено перегревом дизеля, недостаточным охлаждением, чрезмерным попаданием топлива в камеру сгорания, несоответствие момента впрыска топлива заданному, перегрузка дизеля, засорение впускного воздушного тракта, выход из строя турбокомпрессора. Длительная работа при любых этих условиях ведет к перегреву седел клапанов и прогоранию клапанов. Если трещина наблюдается на нескольких седлах, то причиной является перегрев дизеля, если же трещина только на одном седле, то это следствие неправильной сборки, несоосность седла, неправильная раззенковка, или ослабление седла клапана. Рисунок 4.3- Клапан с повреждением, обусловленым перегревом дизеля Причинами усиленного износа направляющей втулки клапана являются попадение абразивного материала в масло, недостаточная смазка, перегрев, овальность седла клапана, деформация пружины клапана, неправельной шлифовкой дуговой части коромысла, упирающейся в торец стержня клапана. Недостаточная смазка обусловлена малым зазором между направляющей втулкой и клапаном, низким уровнем масла в двигателе, недостаточным давлением масла (изношен масляный насос), загрязнением масла. 4.4 Технологический маршрут восстановления Согласно рекомендациям, ремонт головки блока цилиндров, производится в следующей последовательности: - замена или восстановление направляющих втулок клапанов (при необходимости). В первом случае для обеспечения необходимого натяга в соединении (втулка — головка) головку предварительно нагревают. Во втором — уменьшают диаметр отверстия под стержень клапана поэтапной раскаткой твердосплавным роликом и обрабатывают его разверткой для восстановления цилиндричности; - замену и (или) правку фасок седел клапанов. При замене седел их посадочные места растачивают до ремонтного размера, седла охлаждают в жидком азоте, а головку нагревают; - выравнивание (фрезерование или шлифование) привалочной плоскости (в случае деформации ГБЦ); Таким образом, следуя рекомендациям, составим детальный маршрут восстановления ГБЦ двигателя Д-260 и представим маршрутное описание ТП восстановления. 005 Слесарная (Деф.2,3) - извлечь направляющие втулки клапанов и заменить новыми 010 Сверлильная (Деф.2,3) - развернуть отверстие втулок; 015 Сверлильная (Деф.4) - сверлить резьбовое отверстие; 020 Слесарная (Деф.4) - нарезать резьбу ремнтного размера, установить резьбовую вставку. Удалить технологический поводок. Зачистить сварные швы; 025 Слесарная (Деф.1) - фрезеровать фаски седел клапанов приспособлением Neway; 030 Моечная – произвести мойку ГБЦ; 035 – Сборочная - произвести сборку ГБЦ; 030 Контрольная - контролировать паарметры восстановленной детали. 5 КОНСТРУКТОРСКАЯ РАЗРАБОТКА. МОДЕРНИЗАЦИЯ СТЕНДА ДЛЯ РАЗБОРКИ-СБОРКИ ГОЛОВКИ БЛОКА ЦИЛИНДРОВ 5.1 Актуальность и анализ прототипов Головка блока цилиндров двигателя Д-260.1 является сложной корпусной деталью с габаритными размерами 587х374х100 мм. Масса еее составляет 29,4 кг. В следствие этого во время ремонта возникают трудности в связи с изменением ее пространственного положения на рабочих местах. В частности на рабочем месте слесаря по восстановлению резьбовых отверстий, при дефектации, а так же при расборке-сборке двигателя. В этой связи возникает необходимость в приспособлении (устройстве) которое позволяло бы задавать головке наиболее удобное в данный момент времени пространственное положение, не прибегая к использованию подъёмно-транспортного оборудования. Наряду с этим необходимо обеспечить слесарю свободный доступ к головке. Т.е. конструкция приспособления должна быть как можно проще и содержать минимальное количество элементов. При этом она должна обеспечивать надёжную фиксацию детали независимо от её положения, т.е. гарантировать безопасность рабочего эксплуатирующего стенд. Ко всему вышесказанному можно добавить, что внедрение такого устрой-ства должно требовать минимальных затрат и желательно изготавливаться в условиях собственного производства. Известен кантователь (условное обозначение 091824.87.8904.00.000.) (рис. 5.1). Рисунок 5.1 – Стенд для разборки-сборки ГБЦ Он предназначен для поворота головки блока цилиндров двигателя на 180˚ на линии ремонта ГБЦ на Дзержинском мотороремонтном заводе. Кантователь стационарный, ручной, угол поворота барабана 180˚, габаритные размеры 1080х400х315 мм, срок службы 5 лет. Кантователь состоит из следующих основных составных частей: рамы, механизма поворота в сборе, ручки, фиксатора. Рама представляет собой сврную конструкцию из швеллера. На раме приварены опоры, на которые опирается механизм поворта.. Недостатком этого кантователя является то, что он не обеспечивает достаточно полной фиксации ГБЦ. Предлагается усовершенствовать данный стенд путем установки его на дополнительную подставку с разработкой пневматического фиксирующего устройства. 5.2 Устройство и работа Стенд предназначен для разборки и сборки головок цилиндров двигателей. На столе 1 стенда закреплены боковые стойки 2 и пневматический цилиндр 8. В боковых стойках с помощью осей шарнирно закреплена поворотная плита 5, имеющая две колонки 4, по которым передвигается нажимная планка 3. На конце штока пневматического цилиндра закреплен прижим 7. Устанавливая ручку распределительного пневматического крана 6 в различные положения, сжатый воздух подводят либо для перемещения поршня пневматического цилиндра вниз, либо вверх. При подводе сжатого воздуха сверху поршень движется вниз, нажимая прижимом 7 на нажимную планку 3, которая сжимает пружины клапанов и дает возможность производить сборку или разборку головки цилиндров. При подводе сжатого воздуха снизу поршень движется вверх и прижим освобождает головку цилиндров. Плита 5 поворачивается вручную с фиксацией ее положения через каждые 900. Для установки головок цилиндров различных моделей автомобилей на поворотной плите устанавливаются сменные упоры. Внешний вид стенда представлен на рисунке 5.1. Рисунок 5.2 – Стенд для разборки-сборки ГБЦ Размер файла: 7,6 Мбайт Фаил:
Скачано: 3 Коментариев: 0 |
||||
Есть вопросы? Посмотри часто задаваемые вопросы и ответы на них. Опять не то? Мы можем помочь сделать! |
||||
Вход в аккаунт:
Страницу Назад
Cодержание / Двигатели внутреннего сгорания / Совершенствование организации и технологии ремонтно-обслуживающих работ ОАО «Дворищанский» Жлобинского района с разработкой технологии ремонта головки блока цилиндров двигателя Д-260.1 и модернизацией стенда для разборки и сборки головки блока цилиндров
Вход в аккаунт: